

Thép cuộn cán nóng ngâm chua



Kích thước
Kích thước của tấm thép phải đáp ứng các yêu cầu của bảng "Kích thước và thông số kỹ thuật của tấm thép cán nóng (Trích từ GB/T709-1988)".
Kích thước của dải thép phải đáp ứng các yêu cầu của bảng "Kích thước và thông số kỹ thuật của dải thép cán nóng (Trích từ GB/T709-1988)".
Chiều rộng của tấm thép cũng có thể là bất kỳ kích thước nào là 50mm hoặc bội số của 10mm.
Chiều dài của tấm thép có thể là 100mm hoặc bội số của 50mm, nhưng chiều dài tối thiểu của tấm thép có chiều rộng nhỏ hơn hoặc bằng 4mm không được nhỏ hơn 1,2m và chiều dài tối thiểu của tấm thép có độ dày lớn hơn 4mm không được nhỏ hơn 2m.
Theo yêu cầu, độ dày của tấm thép nhỏ hơn 30mm, khoảng cách độ dày có thể là 0,5mm.
Theo nhu cầu, sau khi đàm phán giữa nhà cung cấp và người mua, các tấm và dải thép có kích thước khác nhau có thể được cung cấp.
Đặc điểm kỹ thuật
Độ dày thông thường:0,8, 1,0, 1,2, 1,5, 1,8, 2,0, 2,35, 2,45, 2,50, 2,70, 2,75, 2,8, 2,9, 2,95, 3,0, 3,25, 3,3, 3,5, 3,75, 3,8, 3,9, 3,95, 4, 4,25, 4,5, 4,7, 4,75, 5, 5,5, 5,75, 6, 6,75, 7, 7, 7,5, 7,75, 8, 8,75, 9, 9,5, 9,75, 10, 10,5, 11, 11,5, 12
Sản phẩm chính
Cán nóng liên tục có thể được chia thành thép kết cấu cacbon thông thường, thép hợp kim thấp và thép hợp kim theo vật liệu và hiệu suất. Theo mục đích sử dụng khác nhau, chúng có thể được chia thành: thép cán nguội, thép kết cấu, thép kết cấu ô tô, thép kết cấu chống ăn mòn, thép kết cấu cơ khí, thép bình khí và bình chịu áp lực hàn, thép đường ống, v.v.
Quy trình sản xuất
Đơn vị tấm cán nóng mạ kẽm nhúng nóng áp dụng quy trình ủ Sendzimir cải tiến, nguyên liệu thô là thép cuộn cán nóng ngâm. Quy trình sản xuất như sau:
Cuộn cán nóng ngâm → Tháo cuộn → Cắt đầu và đuôi → Hàn → Vòng lặp đầu vào → Lò ủ ngang Sendzimir cải tiến → Mạ kẽm nhúng nóng → Làm nguội sau khi mạ → Đo độ dày lớp kẽm → Làm mịn và nắn thẳng → Xử lý thụ động → Bàn kiểm tra → Tra dầu tĩnh điện → Cuộn → Cân và đóng gói → Lưu trữ thành phẩm.
trưng bày sản phẩm
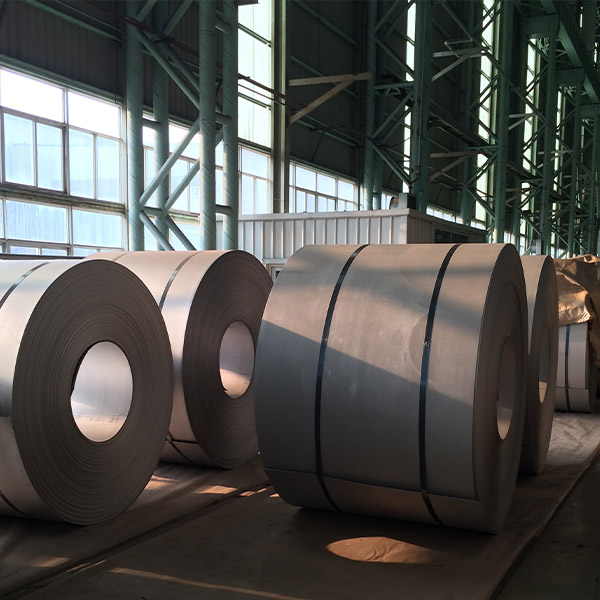

Sản phẩm liên quan
-

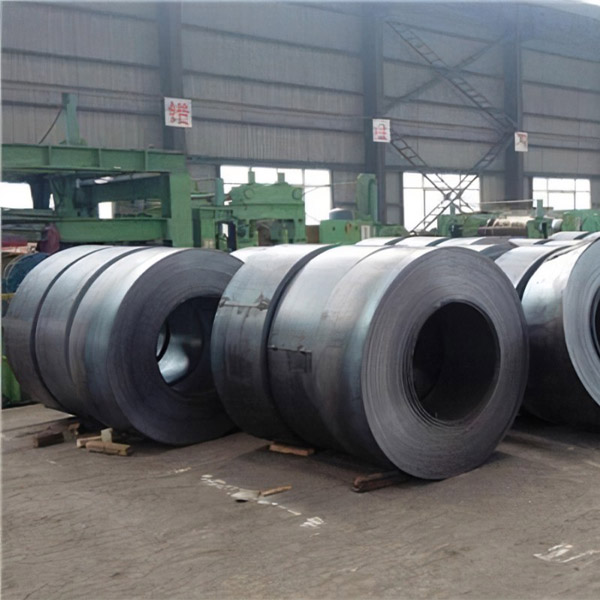
Cuộn thép cán nóng
Khái niệm sản phẩm Cán nóng (Cán nóng), tức là cuộn cán nóng, sử dụng phôi (chủ yếu là phôi đúc liên tục) làm nguyên liệu thô, sau khi gia nhiệt, được cán thô và cán tinh chế thành thép dải. Dải thép nóng từ máy cán cuối cùng của quá trình cán tinh chế được làm nguội bằng dòng chảy tầng, sau đó được cuộn thành cuộn thép bằng máy cuộn. Cuộn thép nguội trải qua các quá trình khác nhau...
-

Thép cuộn cán nóng A36 SS400 S235JR / HRC
Chất lượng bề mặt được chia thành hai cấp độ. Độ chính xác thông thường: Bề mặt tấm thép được phép có một lớp mỏng vảy oxit sắt, gỉ sét, độ nhám bề mặt do vảy oxit sắt bong tróc và các khuyết tật cục bộ khác có chiều cao hoặc chiều sâu vượt quá độ lệch cho phép. Trên bề mặt được phép có các gờ và vết riêng lẻ không rõ ràng có chiều cao không vượt quá chiều cao hoa văn. Diện tích tối đa của ...
-

Cuộn dây hoa văn có độ chính xác cao
Giới thiệu sản phẩm: Thông số kỹ thuật của thép tấm caro được thể hiện theo độ dày cơ bản (không tính độ dày gân), có 10 quy cách từ 2,5-8 mm. Thép tấm caro được sử dụng từ số 1-3. Thép kết cấu cacbon thông thường loại B được cán, và thành phần hóa học của nó đáp ứng các yêu cầu của GB700 "Điều kiện kỹ thuật cho thép kết cấu cacbon thông thường". Chiều cao của thép...
-

Cuộn cán nóng phủ dầu ngâm
Quy cách: Độ dày 0,2-4mm, chiều rộng 600-2000mm, chiều dài tấm thép 1200-6000mm. Quy trình sản xuất: Trong quá trình sản xuất, không có quá trình gia nhiệt, do đó không có khuyết tật như rỗ và vảy sắt thường xảy ra trong cán nóng, chất lượng bề mặt tốt và độ nhẵn cao. Hơn nữa,...